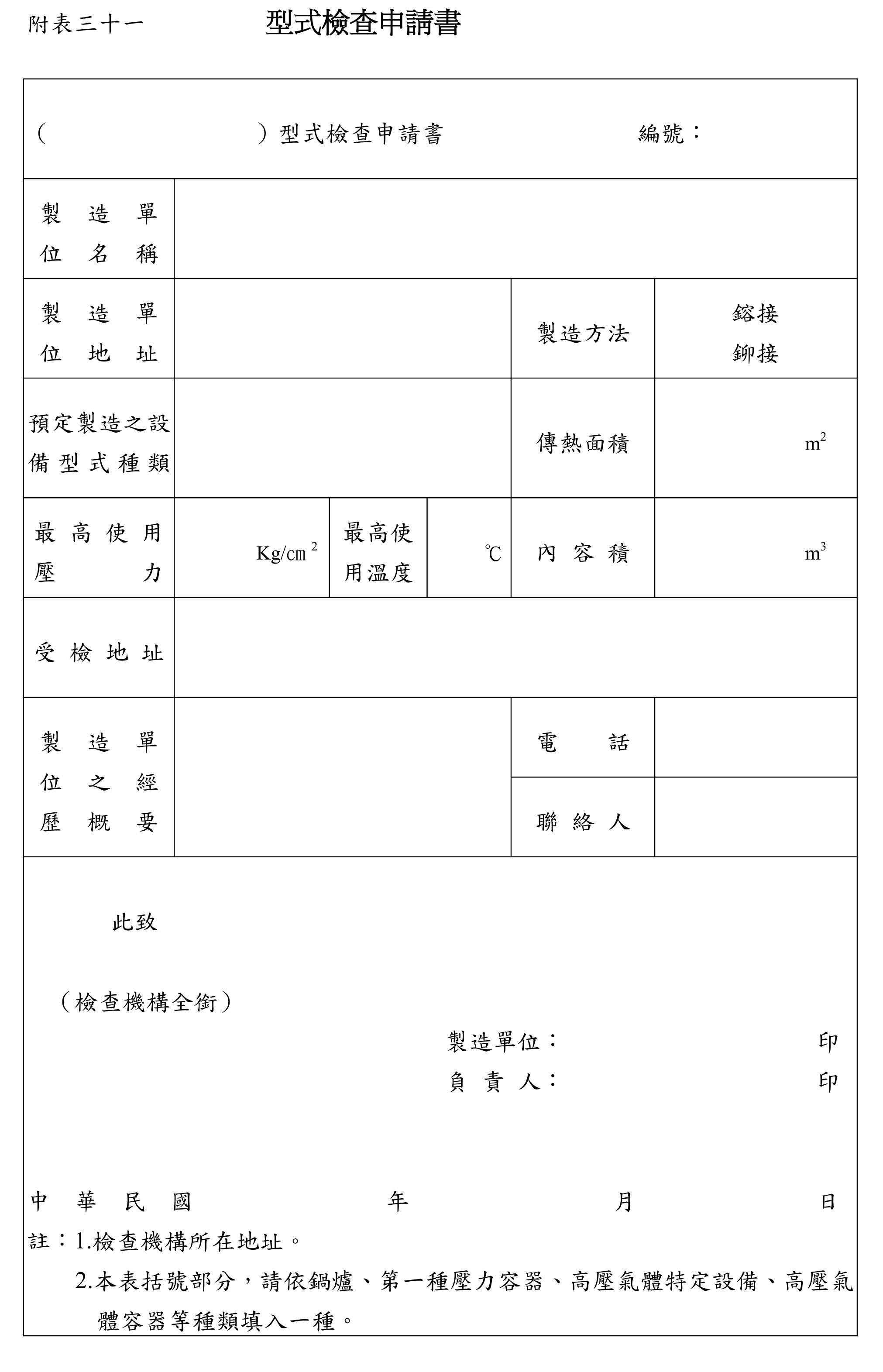
| 第71條 | 鍋爐之製造或修改,其製造人應於事前填具型式檢查申請書(附表三十一),並檢附載有下列事項之書件,向所在地檢查機構申請檢查:
|
| 一、申請型式檢查之鍋爐型式、構造詳圖及強度計算書。
|
| 二、製造、檢查設備之種類、能力及數量。
|
| 三、主任設計者學經歷概要。
|
| 四、施工負責人學經歷概要。
|
| 五、施工者資格及人數。
|
| 六、以熔接製造或修改者,應檢附熔接人員資格證件、熔接程序規範及熔接程序資格檢定紀錄。
|
| 前項第二款之設備或第三款、第四款之人員變更時,應向所在地檢查機構報備。
|
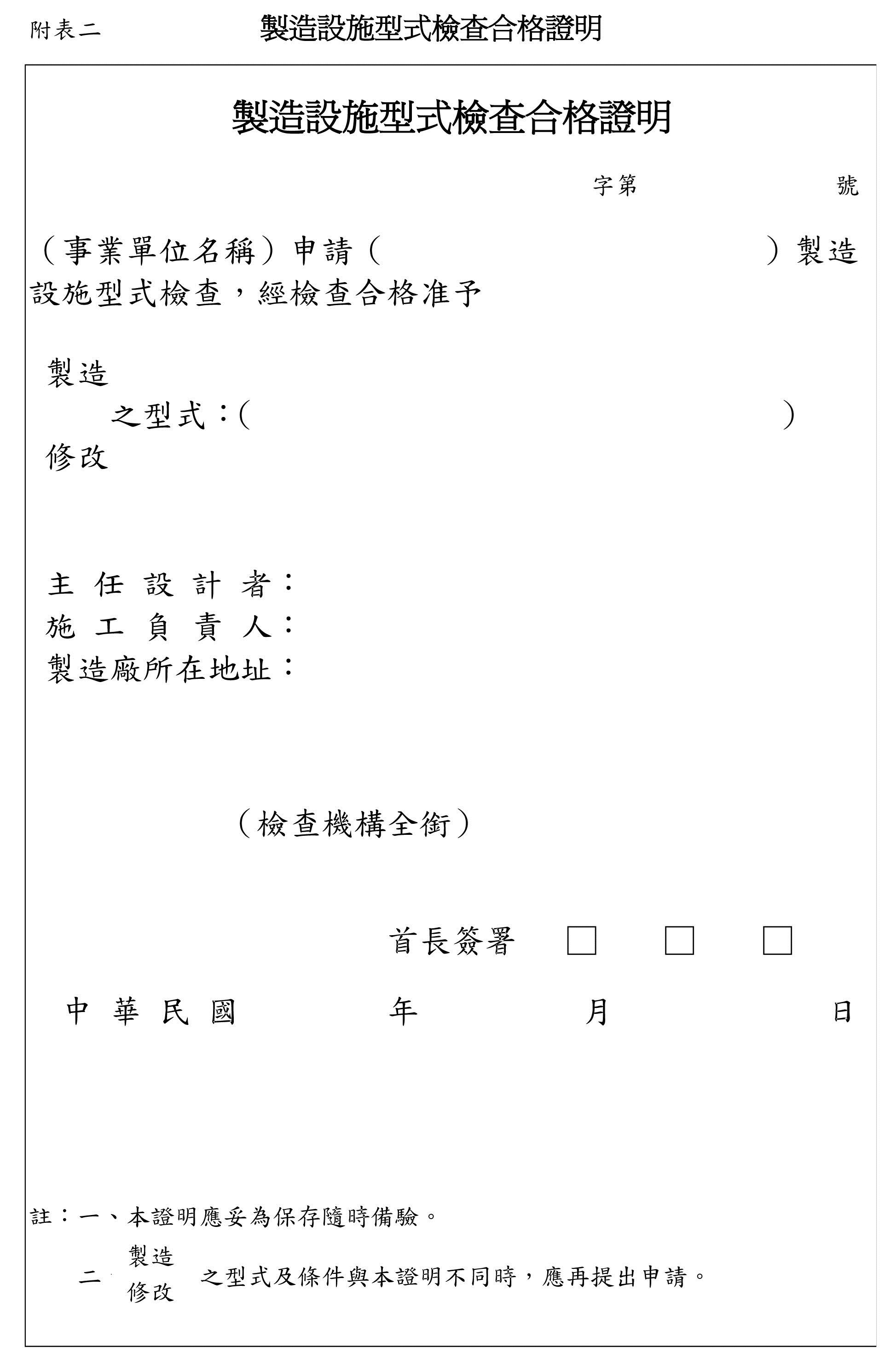
| 第一項型式檢查,經檢查合格者,檢查機構應核發製造設施型式檢查合格證明(附表二)。
|
| 未經檢查合格,不得製造或修改。但與業經型式檢查合格之型式及條件相同者,不在此限。
|
| 第72條 | 鍋爐之製造人應實施品管及品保措施,其設備及人員並應合於下列規定: |
| 一、製造及檢查設備:
|
| (一)以鉚接製造或修改者應具備:彎板機、空氣壓縮機、衝床、鉚釘錘、斂縫錘及水壓試驗設備。
|
| (二)以熔接製造或修改者應具備:
|
| 1.全部熔接製造或修改:彎板機、熔接機、衝床、退火爐、萬能試驗機、水壓試驗設備及放射線檢查設備。
|
| 2.部分熔接製造或修改:彎板機、熔接機、衝床、萬能試驗機、水壓試驗設備及放射線檢查設備。
|
| 3.置有胴體內徑超過三百公厘之汽水分離器之貫流鍋爐之製造:彎板機、彎管機、熔接機、衝床、退火爐、萬能試驗機、水壓試驗設備及放射線檢查設備。
|
| 4.置有胴體內徑在三百公厘以下之汽水分離器之貫流鍋爐之製造:彎管機、熔接機及水壓試驗設備。
|
| 5.未具汽水分離器之貫流鍋爐之製造:彎管機、熔接機及水壓試驗設備。
|
| 6.供作鍋爐胴體用大直徑鋼管之製造:彎板機、熔接機、衝床、退火爐、萬能試驗機、水壓試驗設備及放射線檢查設備。
|
| 7.胴體內徑三百公厘以下之鍋爐之圓周接合或僅安裝管板、凸緣之熔接,而其他部分不實施熔接;熔接機、水壓試驗設備。
|
| 8.製造波浪型爐筒或伸縮接頭:彎板機、衝床或成型裝置、熔接機、水壓試驗設備及放射線檢查設備。但實施波浪型爐筒縱向接合之熔接者,得免設放射線檢查設備。
|
| (三)以鑄造者應具備:鑄造設備、水壓試驗設備。
|
| 二、主任設計者應合於下列資格之一:
|
| (一)具有機械相關技師資格者。
|
| (二)大專機械相關科系畢業,並具五年以上型式檢查對象設備相關設計、製造或檢查實務經驗者。
|
| (三)高工機械相關科組畢業,並具八年以上型式檢查對象設備相關設計、製造或檢查實務經驗者。
|
| (四)具有十二年以上型式檢查對象設備相關設計、製造或檢查實務經驗者。
|
| 三、施工負責人應合於下列資格之一:
|
| (一)大專機械相關科系畢業或機械相關技師,並具二年以上型式檢查對象設備相關設計、製造或檢查實務經驗者。
|
| (二)高工機械相關科組畢業,並具五年以上型式檢查對象設備相關設計、製造或檢查實務經驗者。
|
| (三)具有八年以上型式檢查對象設備相關設計、製造或檢查實務經驗者。
|
| 四、施工者應合於下列資格:
|
| (一)以鉚接製造或修改者應具有從事相關鉚接工作三年以上經驗者。
|
| (二)以熔接製造或修改應具有熔接技術士資格者。
|
| (三)以鑄造者應具有從事相關鑄造工作三年以上經驗者。
|
| 前項第一款,衝床之設置,以製造最高使用壓力超過每平方公分七公斤之鍋爐為限;退火爐之設置,以相關法規規定須實施退火者為限。
|
| 第一項第一款第一目、第二目之1至之3、之6及之8之衝床、第一款第二目之1、之3及之6之退火爐、第一款第二目之1至之3及之6之萬能試驗機、第一款第二目之1至之3、之6及之8之放射線檢查設備等設備能隨時利用,或與其他事業單位共同設置者,檢查機構得認定已具有該項設備。
|
| 第一項第一款第三目之鑄造者,應設實施檢查鑄造品之專責單位。
|
| 第一項第二款之主任設計者,製造人已委託具有資格者擔任,檢查機構得認定已具該項人員。
|
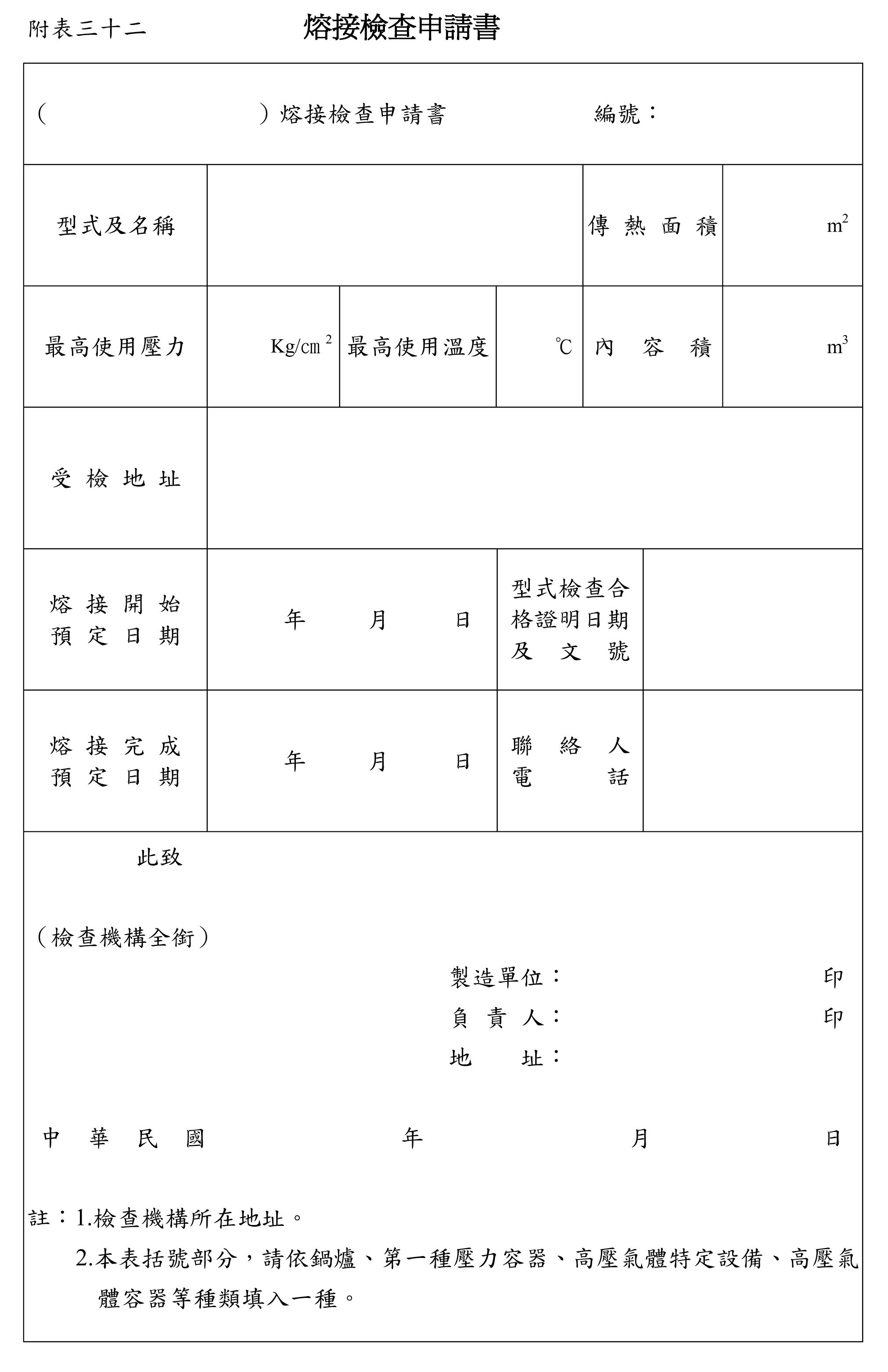
| 第73條 | 以熔接製造之鍋爐,應於施工前由製造人向製造所在地檢查機構申請熔接檢查。但符合下列各款之一者,不在此限: |
| 一、附屬設備或僅對不產生壓縮應力以外之應力部分,施以熔接者。
|
| 二、貫流鍋爐。但具有內徑超過三百公厘之汽水分離器者,不在此限。
|
| 三、僅有下列部分施以熔接者:
|
| (一)內徑三百公厘以下之主蒸氣管、給水管或集管器之圓周接頭。
|
| (二)加強材料、管、管台、凸緣及閥座等熔接在胴體或端板上。
|
| (三)機車型鍋爐或豎型鍋爐等之加煤口周圍之熔接。
|
| (四)支持架或將其他不承受壓力之物件熔接於胴體或端板上。
|
| (五)防漏熔接。
|
| (六)內徑三百公厘以下之鍋爐汽包,僅汽包胴體與冠板、或汽包胴體與鍋爐胴體接合處使用熔接者。
|
| 前項熔接檢查項目為材料檢查、外表檢查、熔接部之機械性能試驗、放射線檢查、熱處理檢查及其他必要檢查。 |
| 第74條 | 製造人申請鍋爐之熔接檢查時,應填具鍋爐熔接檢查申請書(附表三十二),並檢附下列書件:
|
| 一、材質證明一份。
|
| 二、熔接明細表(附表三十三)二份及施工位置分類圖一份。 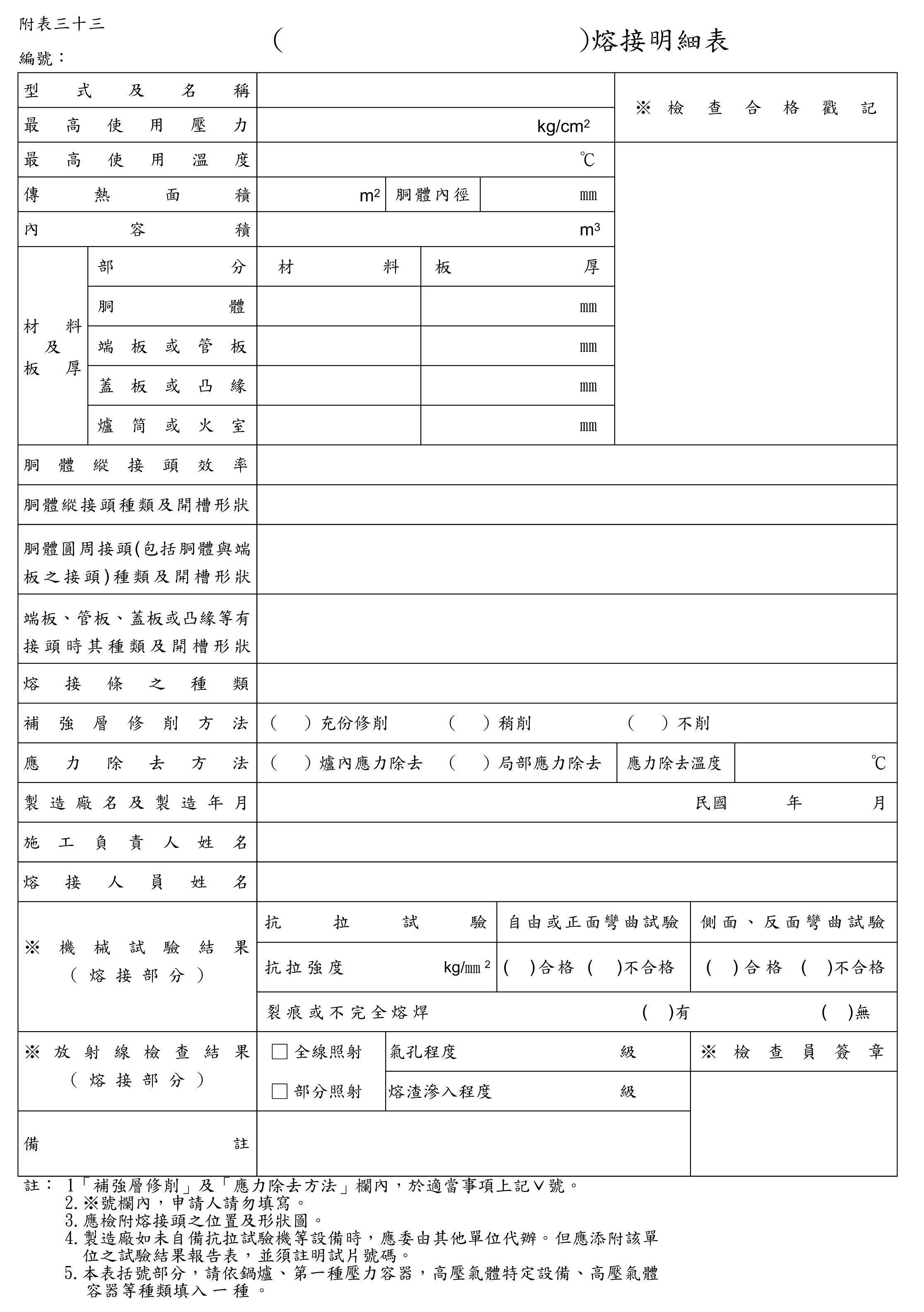 |
| 三、構造詳圖及強度計算書二份。
|
| 四、熔接施工人員之熔接技術士資格證件。
|
| 五、製造設施型式檢查合格證明、熔接程序規範及熔接程序資格檢定紀錄等影本各一份。
|
| 第75條 | 檢查機構實施鍋爐之熔接檢查時,應就製造人檢附之書件先行審查合格後,依熔接檢查項目實施現場實物檢查。
|
| 實施現場實物檢查時,製造人或其指派人員應在場,並應事前備妥下列事項:
|
| 一、機械性能試驗片。
|
| 二、放射線檢查。
|
| 第76條 | 鍋爐經熔接檢查合格者,檢查機構應在熔接明細表上加蓋熔接檢查合格戳記(附表三十四),檢查員簽章後,交付申請人一份,做為熔接檢查合格證明,並應在被檢查物體上明顯部位打印,以資識別。
附表三十四
檢查合格戳記
1.檢查合格前空白部分,依檢查種類記載,如熔接、構造、重新。
2.中央空白部分記載檢查合格打印號碼。
|
| 第77條 | 製造鍋爐本體完成時,應由製造人向製造所在地檢查機構申請構造檢查。但水管鍋爐、組合式鑄鐵鍋爐等分割組合式鍋爐,得在安裝築爐前,向設置所在地檢查機構申請構造檢查。 |
| 第78條 | 製造人申請鍋爐之構造檢查時,應填具鍋爐構造檢查申請書(附表三十五)一份,並檢附下列書件:
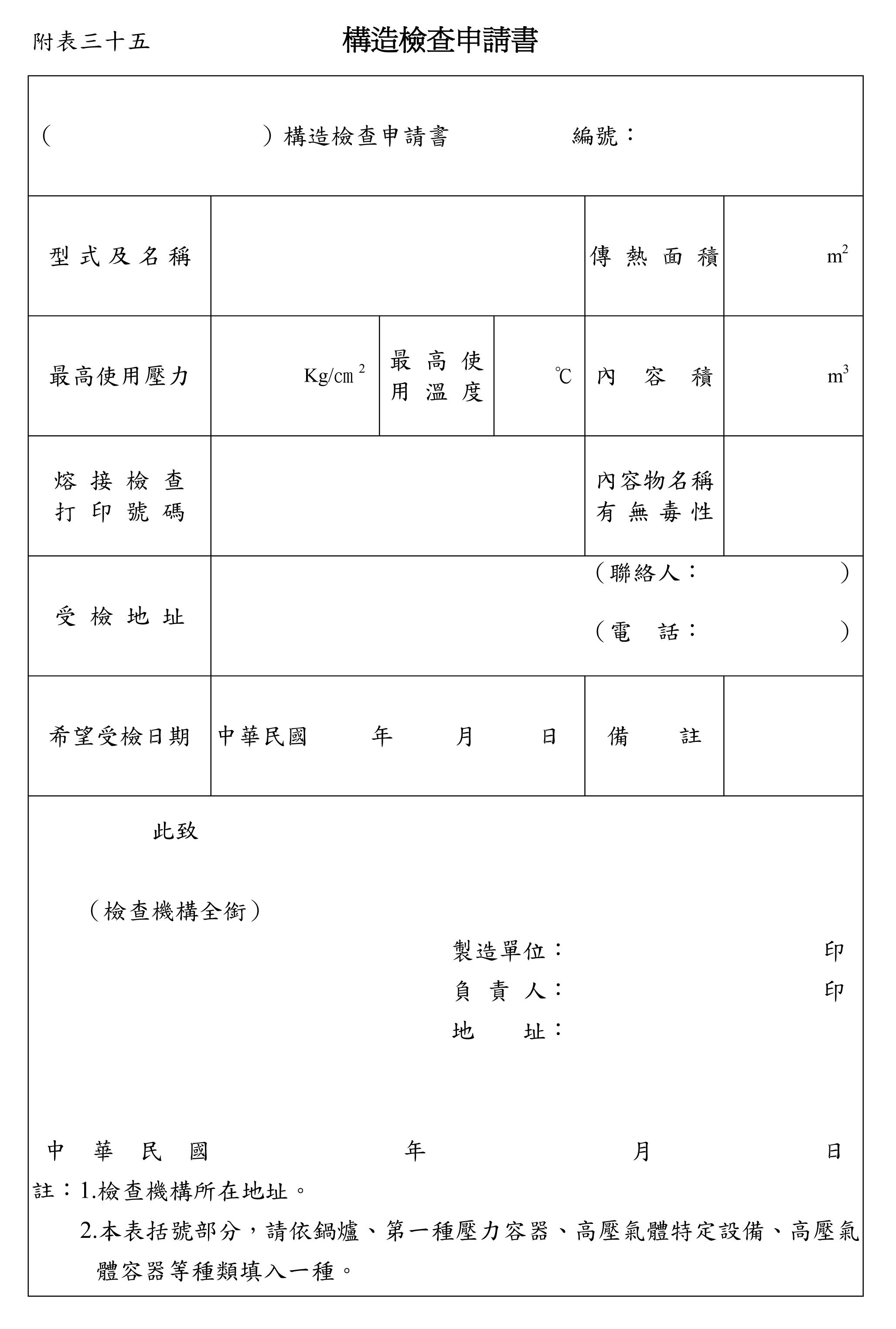
|
| 一、鍋爐明細表(附表三十六)二份。 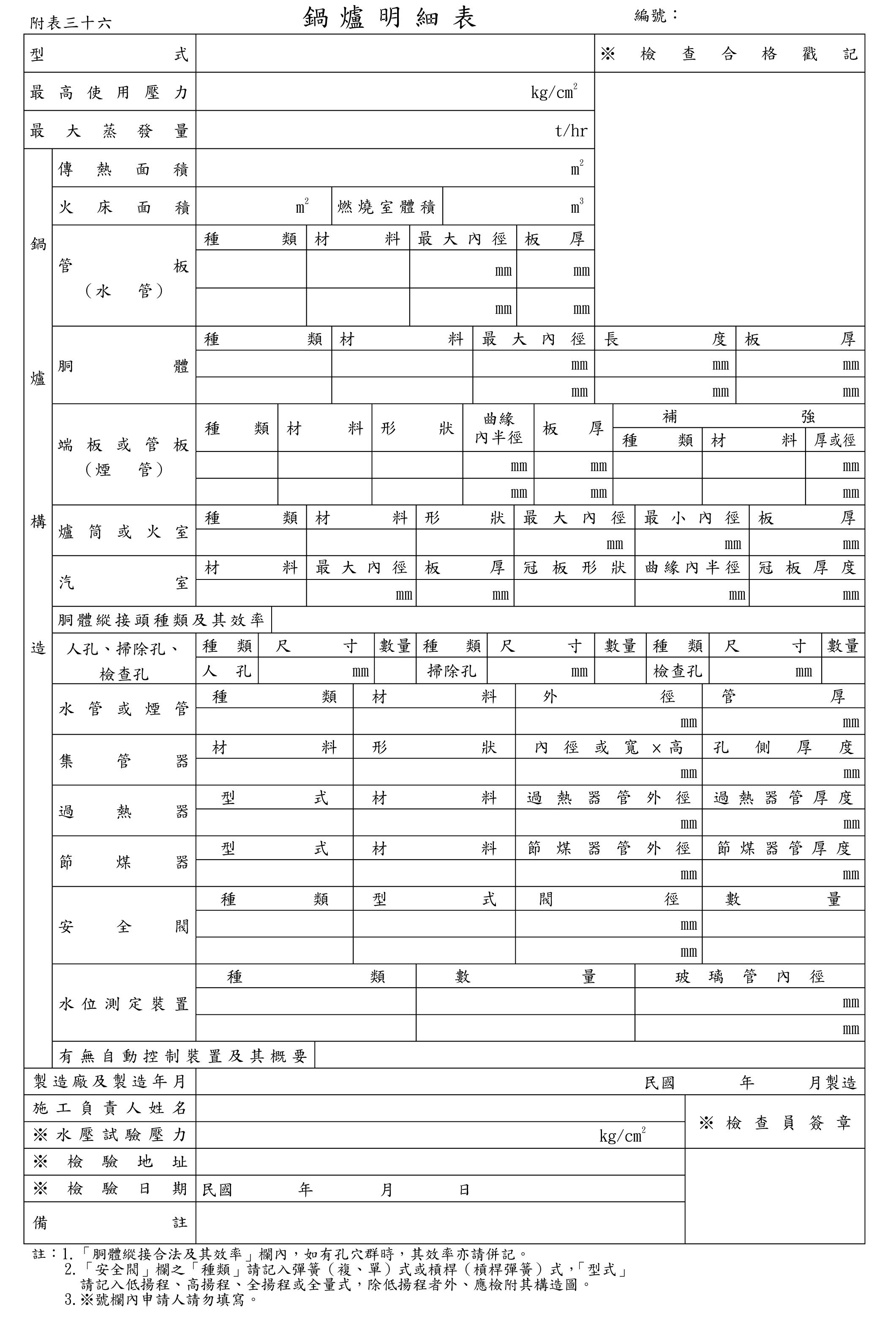 |
| 二、構造詳圖及強度計算書各二份。
|
| 三、以熔接製造者,附加蓋熔接檢查合格戳記之熔接明細表。
|
| 四、以鉚接製造者,附製造設施型式檢查合格證明。
|
| 由同一檢查機構實施同一座鍋爐之熔接檢查及構造檢查者,得免檢附前項第二款、第三款之書件。
|
| 第一項構造檢查項目為施工方法、材料厚度、構造、尺寸、傳熱面積、最高使用壓力、強度計算審查、人孔、清掃孔、安全裝置之規劃、耐壓試驗、胴體、端板、管板、煙管、火室、爐筒等使用之材料及其他必要之檢查。
|
| 第79條 | 檢查機構實施鍋爐之構造檢查時,製造人或其指派人員應在場,並應事先備妥下列事項:
|
| 一、將被檢查物件放置於易檢查位置。
|
| 二、準備水壓等耐壓試驗。
|
| 第80條 | 鍋爐經構造檢查合格者,檢查機構應在鍋爐明細表上加蓋構造檢查合格戳記(附表三十四),檢查員簽章後,交付申請人一份,做為構造檢查合格證明,並應在被檢查物體上明顯部位打印,以資識別。
附表三十四
檢查合格戳記
1.檢查合格前空白部分,依檢查種類記載,如熔接、構造、重新。
2.中央空白部分記載檢查合格打印號碼。
|
| 第81條 | 雇主於鍋爐設置完成時,應向檢查機構申請竣工檢查;未經竣工檢查合格,不得使用。 |
| 檢查機構實施前項竣工檢查時,雇主或其指派人員應在場。
|
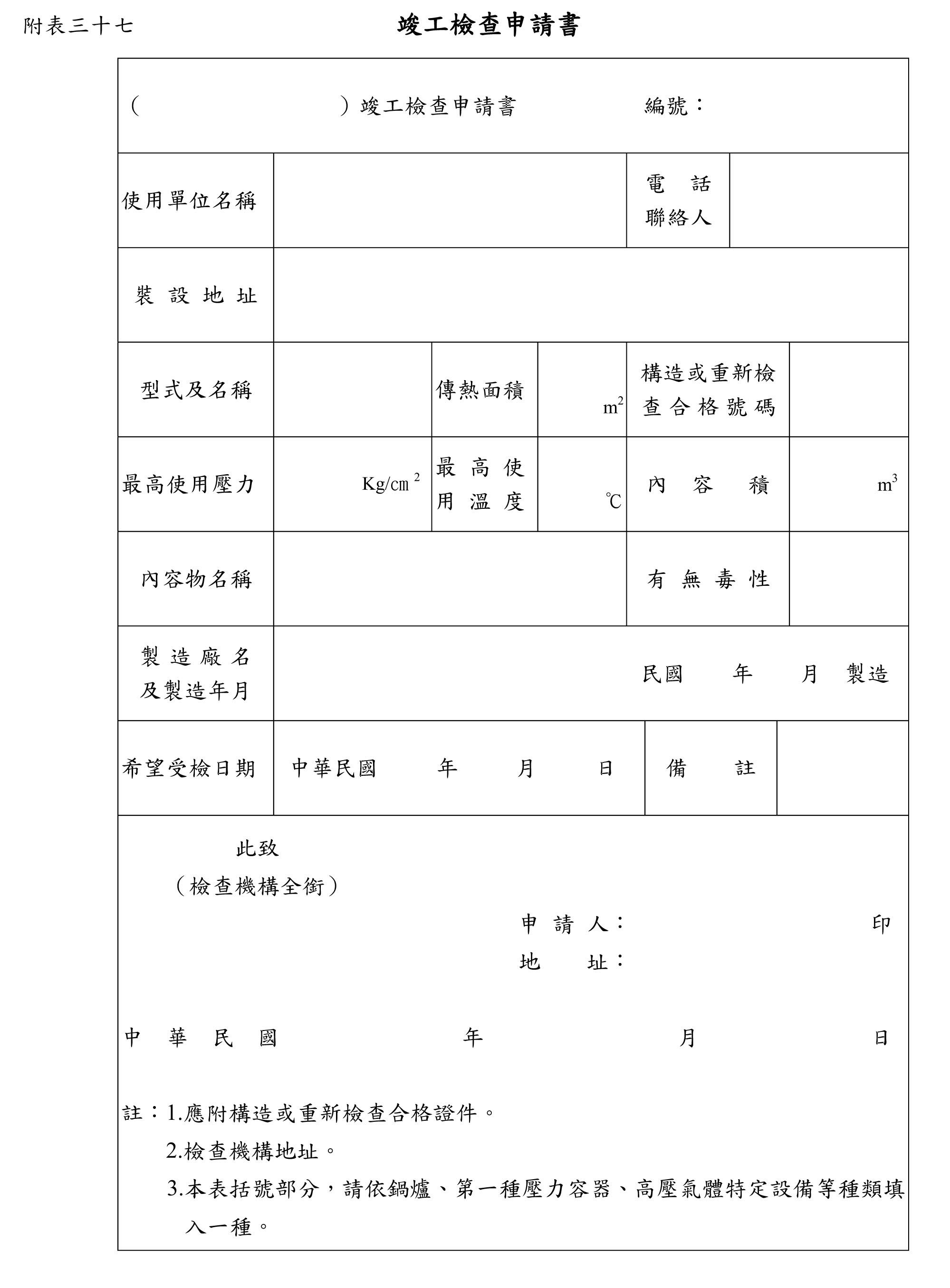
| 第82條 | 雇主申請鍋爐之竣工檢查時,應填具鍋爐竣工檢查申請書(附表三十七),並檢附下列書件:
|
| 一、加蓋構造檢查或重新檢查合格戳記之鍋爐明細表。
|
| 二、鍋爐設置場所及鍋爐周圍狀況圖。
|
| 鍋爐竣工檢查項目為安全閥數量、容量、吹洩試驗、水位計數量、位置、給水裝置之容量、數量、排水裝置之容量、數量、水處理裝置、鍋爐之安全配置、鍋爐房之設置、基礎、出入口、安全裝置、壓力表之數量、尺寸及其他必要之檢查。
|
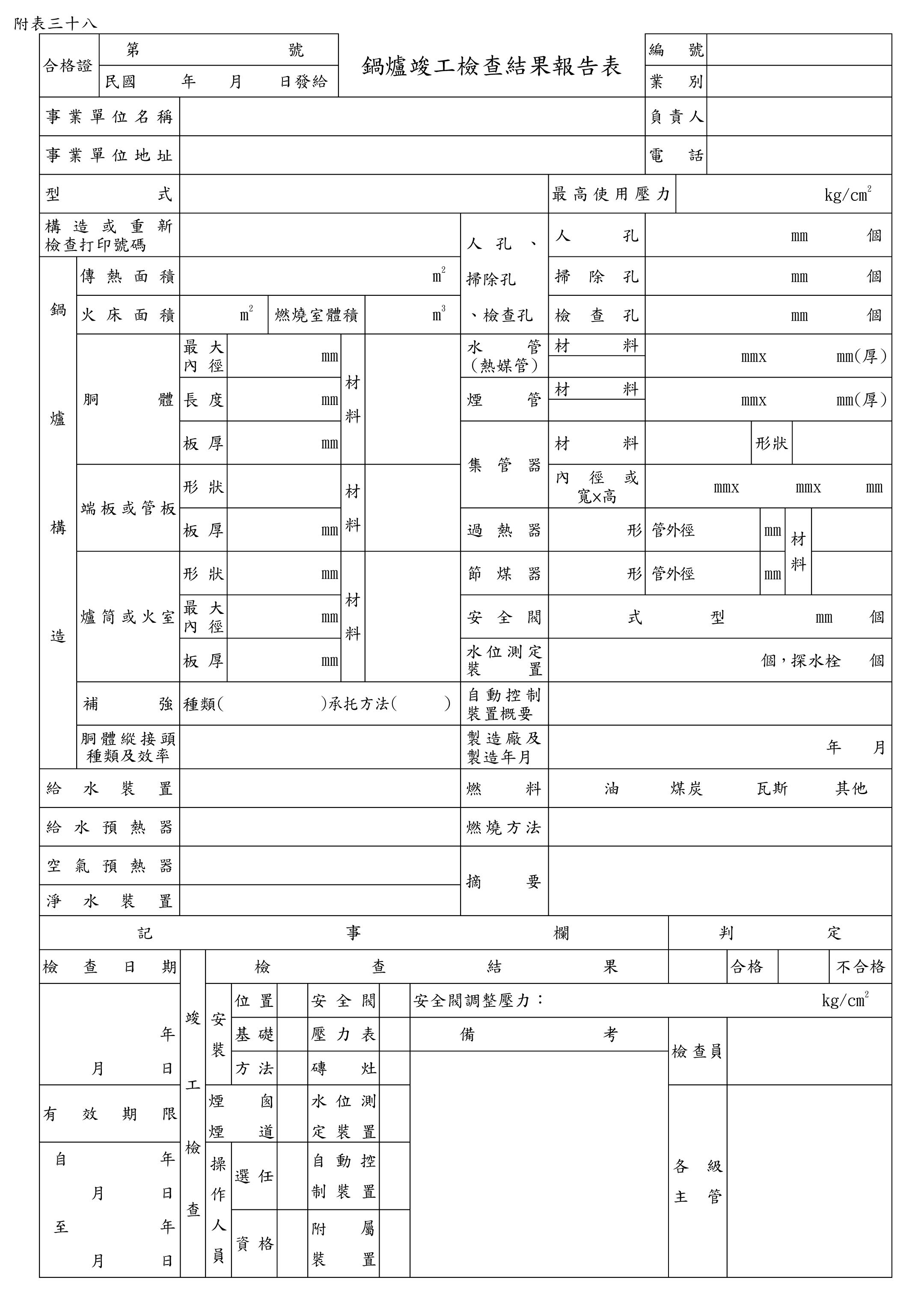
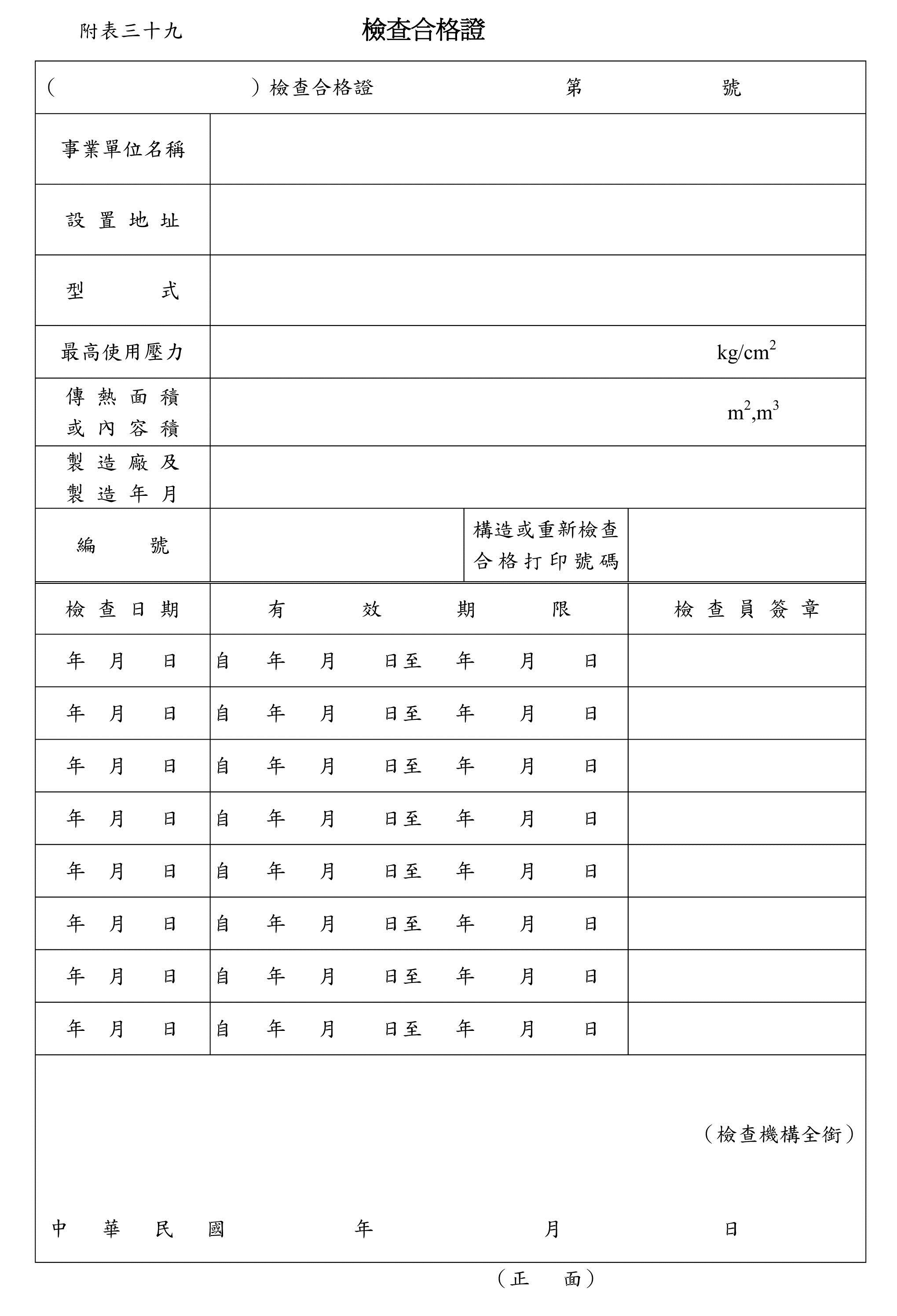
| 經竣工檢查合格者,檢查機構應核發鍋爐竣工檢查結果報告表(附表三十八)及檢查合格證(附表三十九),其有效期限最長為一年。
|
| 雇主應將前項檢查合格證或其影本置掛於鍋爐房或作業場所明顯處。
|
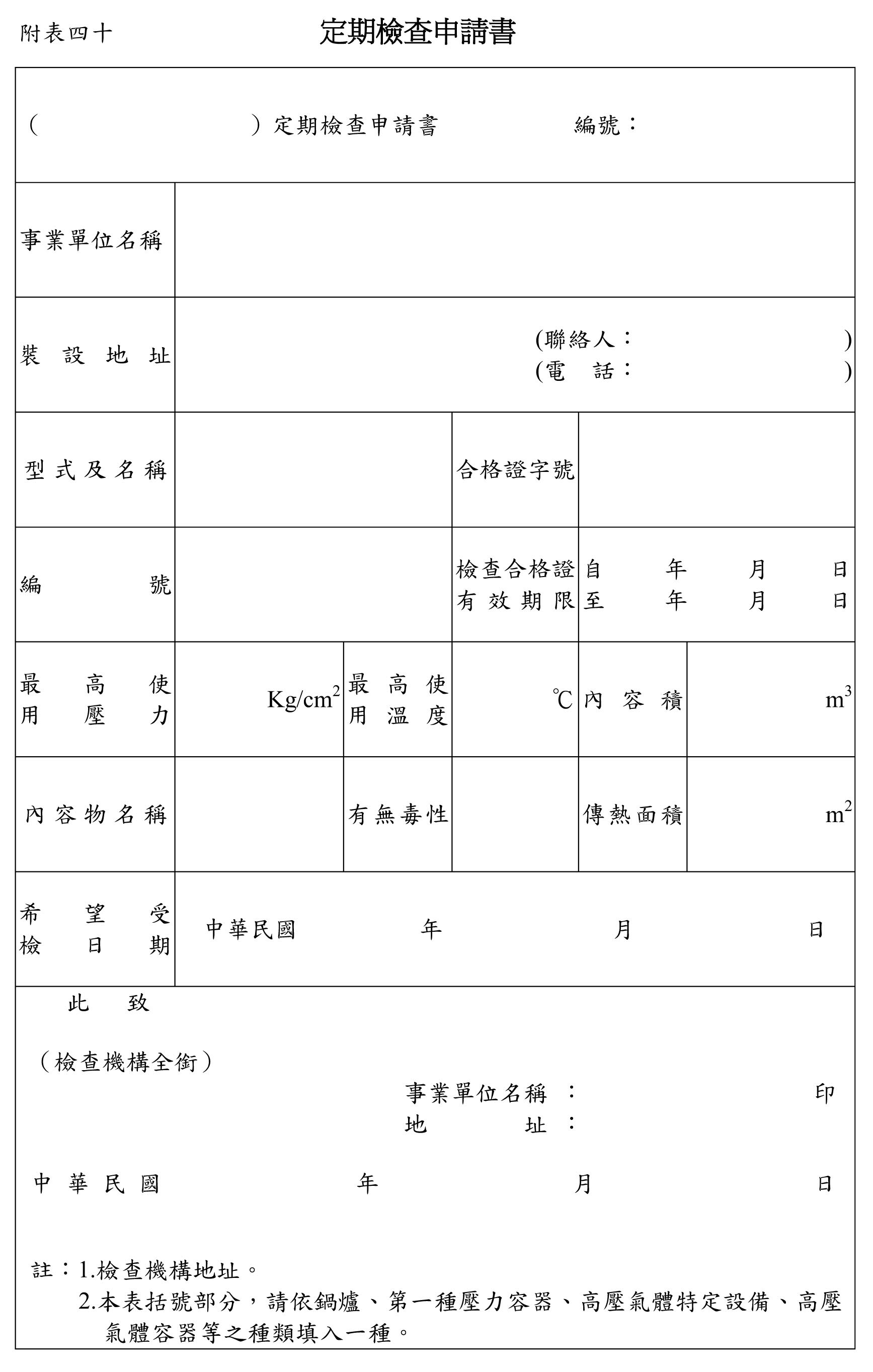
| 第83條 | 雇主於鍋爐檢查合格證有效期限屆滿前一個月,應填具定期檢查申請書(附表四十)向檢查機構申請定期檢查。
|
| 第84條 | 雇主於鍋爐竣工檢查合格後,第一次定期檢查時,應實施內、外部檢查。
|
| 前項定期檢查後,每年應實施外部檢查一次以上;其內部檢查期限應依下列規定:
|
| 一、以管路連接從事連續生產程序之化工設備所附屬鍋爐、或發電用鍋爐及其輔助鍋爐,每二年檢查一次以上。
|
| 二、前款以外之鍋爐每年檢查一次以上。
|
| 前項外部檢查,對於發電容量二萬瓩以上之發電用鍋爐,得延長其期限,並與內部檢查同時辦理。但其期限最長為二年。
|
| 第85條 | 檢查機構受理實施鍋爐內部檢查時,應將檢查日期通知雇主,使其預先將鍋爐之內部恢復至常溫、常壓、排放內容物、通風換氣、整理清掃內部及為其他定期檢查必要準備事項。 |
| 前項內部檢查項目為鍋爐內部之表面檢查及厚度、腐蝕、裂痕、變形、污穢等之檢測,必要時實施之非破壞檢查、以檢查結果判定需要實施之耐壓試驗及其他必要之檢查。
|
| 第86條 | 鍋爐外部檢查之項目為外觀檢查、外部之腐蝕、裂痕、變形、污穢、洩漏之檢測、必要時實施之非破壞檢查、易腐蝕處之定點超音波測厚、附屬品及附屬裝置檢查。必要時,得以適當儀器檢測其內部,發現有異狀者,應併實施內部檢查。 |
| 前項超音波測厚,因特別高溫等致測厚確有困難者,得免實施。
|
| 檢查機構受理實施鍋爐外部檢查時,應將檢查日期通知雇主。實施檢查時,雇主或其指派人員應在場。
|
| 第87條 | 檢查機構對定期檢查合格之鍋爐,應於原檢查合格證上簽署,註明使用有效期限,最長為一年。但第八十四條第三項,最長得為二年。 |
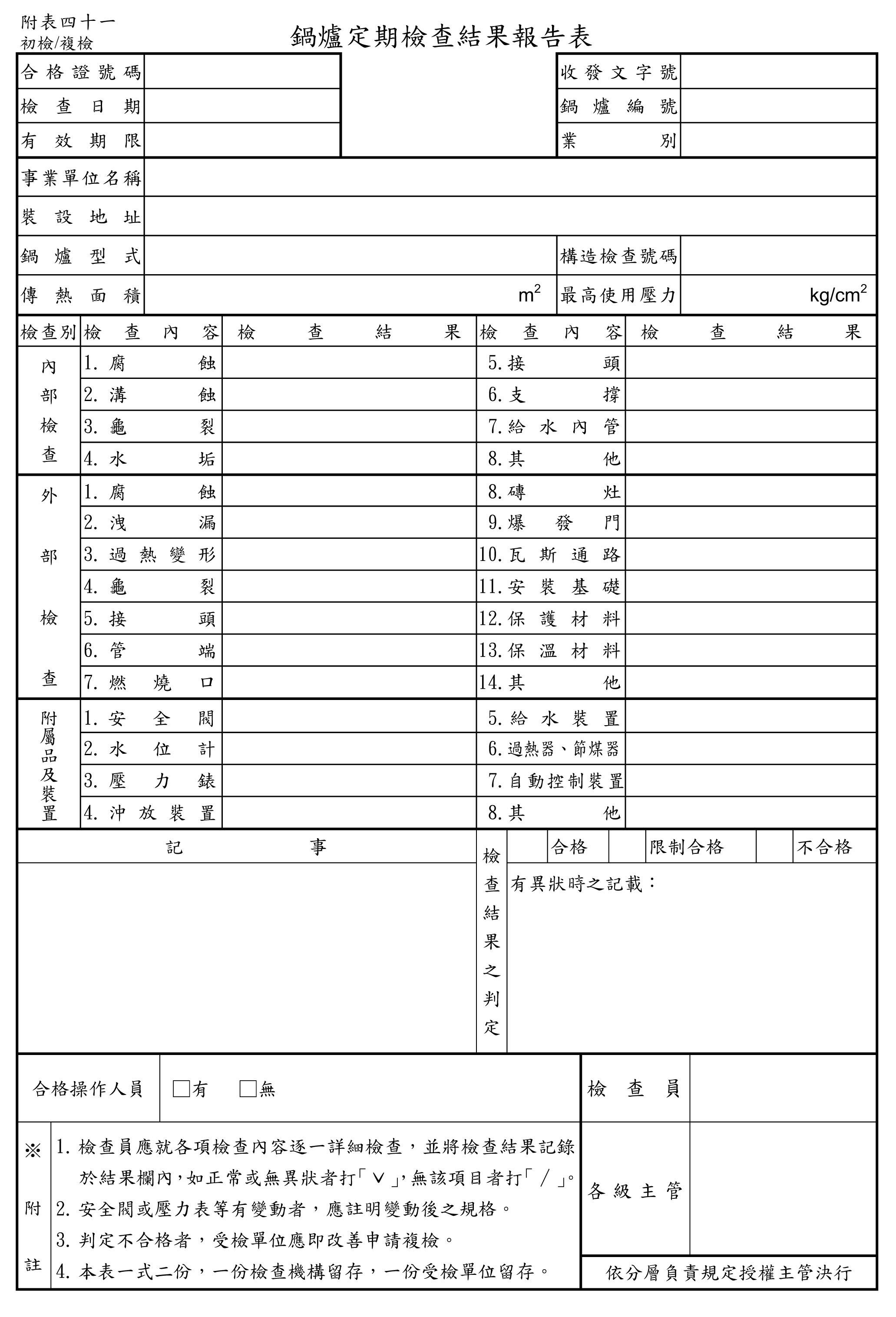
| 檢查員於實施前項定期檢查後,應填報鍋爐定期檢查結果報告表(附表四十一),並將定期檢查結果通知雇主。
|
| 第88條 | 鍋爐經定期檢查不合格者,檢查員應即於檢查合格證記事欄內記載不合格情形並通知改善;其情形嚴重有發生危害之虞者,並應報請所屬檢查機構限制其最高使用壓力或禁止使用。 |
| 第89條 | 鍋爐有下列各款情事之一者,應由所有人或雇主向檢查機構申請重新檢查: |
| 一、從外國進口。
|
| 二、構造檢查、重新檢查、竣工檢查或定期檢查合格後,經閒置一年以上,擬裝設或恢復使用。
|
| 三、經禁止使用,擬恢復使用。
|
| 四、固定式鍋爐遷移裝置地點而重新裝設。
|
| 五、擬提升最高使用壓力。
|
| 六、擬變更傳熱面積。
|
| 對外國進口具有相當檢查證明文件者,檢查機構得免除本條所定全部或一部之檢查。
|
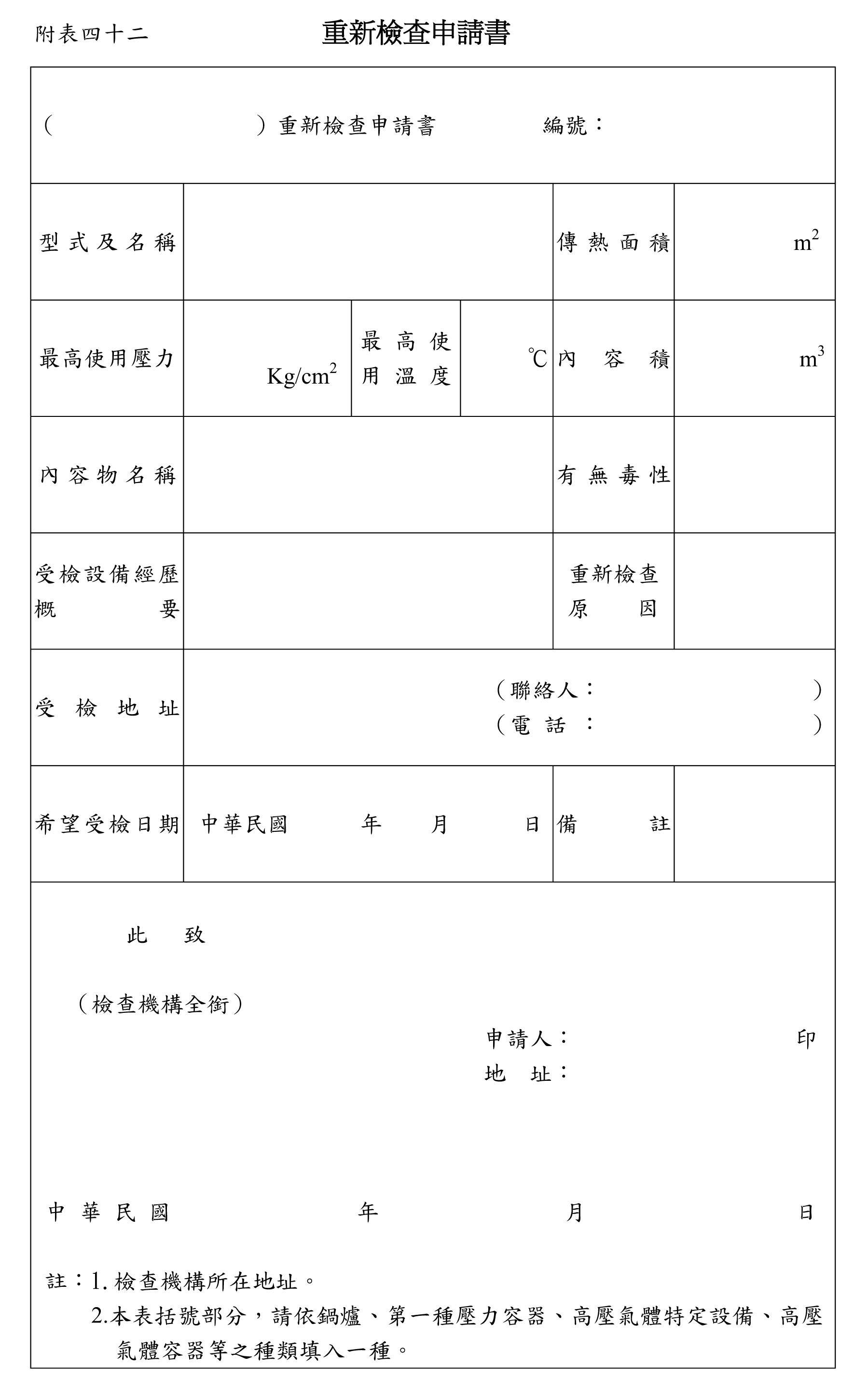
| 第90條 | 所有人或雇主申請鍋爐之重新檢查時,應填具鍋爐重新檢查申請書(附表四十二)一份,並檢附下列書件:
|
| 一、鍋爐明細表二份。
|
| 二、構造詳圖及強度計算書各二份。但檢查機構認無必要者,得免檢附。
|
| 三、前經檢查合格證明文件或其影本。
|
| 第七十八條第三項及第七十九條規定,於重新檢查時準用之。
|
| 第91條 | 鍋爐經重新檢查合格者,檢查機構應在鍋爐明細表上加蓋重新檢查合格戳記(附表三十四),檢查員簽章後,交付申請人一份,做為重新檢查合格證明,以辦理竣工檢查。但符合第八十九條第二款之竣工檢查或定期檢查後停用或第三款,其未遷移裝設或遷移至廠內其他位置重新裝設,經檢查合格者,得在原檢查合格證上記載檢查日期、檢查結果及註明使用有效期限,最長為一年。
附表三十四
檢查合格戳記
1.檢查合格前空白部分,依檢查種類記載,如熔接、構造、重新。
2.中央空白部分記載檢查合格打印號碼。
|
| 外國進口者,應在被檢查物體上明顯部位打印,以資識別。
|
| 第92條 | 鍋爐經修改致有下列各款之一變動者,所有人或雇主應向檢查機構申請變更檢查: |
| 一、鍋爐之胴體、集管器、爐筒、火室、端板、管板、汽包、頂蓋板或補強支撐。
|
| 二、過熱器或節煤器。
|
| 三、燃燒裝置。
|
| 四、安裝基礎。
|
| 鍋爐經變更檢查合格者,檢查員應在原檢查合格證記事欄內記載檢查日期、變更部分及檢查結果。
|
| 鍋爐之胴體或集管器經修改達三分之一以上,或其爐筒、火室、端板或管板全部修改者,應依第七十一條規定辦理。
|
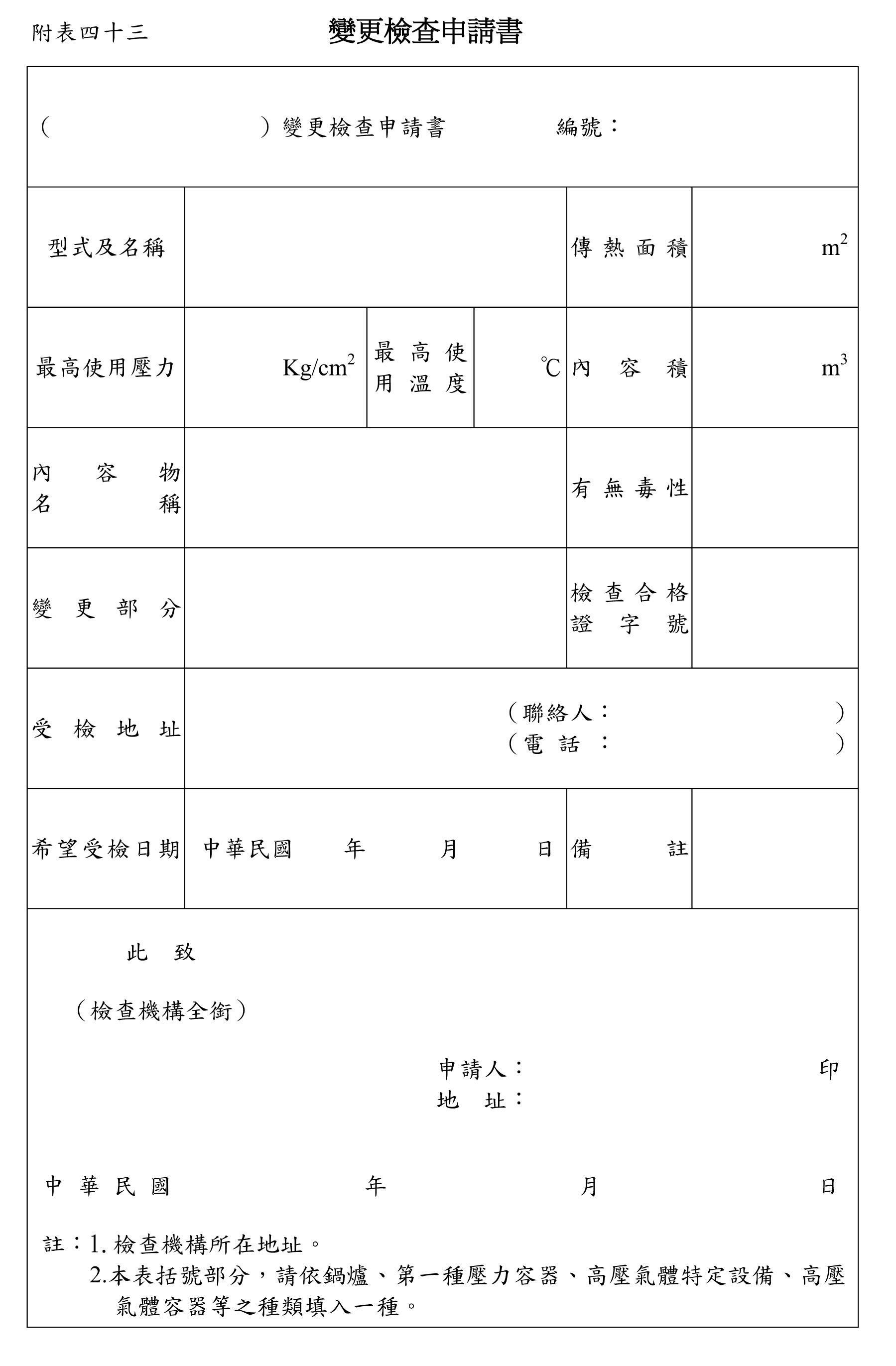
| 第93條 | 所有人或雇主申請鍋爐變更檢查時,應填具鍋爐變更檢查申請書(附表四十三)一份,並檢附下列書件。
|
| 一、製造設施型式檢查合格證明。
|
| 二、鍋爐明細表二份。
|
| 三、變更部分圖件。
|
| 四、構造詳圖及強度計算書各二份。但檢查機構認無必要者,得免檢附。
|
| 五、前經檢查合格證明或其影本。
|
| 第七十八條第三項及第七十九條規定,於變更檢查時準用之。
|
| 第94條 | 檢查機構於實施鍋爐之構造檢查、竣工檢查、定期檢查、重新檢查或變更檢查認有必要時,得告知鍋爐所有人、雇主或其代理人為下列各項措施: |
| 一、除去被檢查物體上被覆物之全部或一部。
|
| 二、拔出鉚釘或管。
|
| 三、在板上或管上鑽孔。
|
| 四、鑄鐵鍋爐之解體。
|
| 五、其他認為必要事項。
|
| 前項第三款,申請人得申請改以非破壞檢查,並提出證明文件。
|